�ں��ӹ�ˇ�У����ӊA�����������P��Ҫ�Ľ�ɫ�����_���˺����^�̵ķ�(w��n)���Ժ͜ʴ_�ԡ�Ȼ���������κι����O��һ�ӣ����ӊA��Ҳ���ܕ�����һЩ��Ҋ�Ĺ��ϡ����죬�҂��́�̽ӑһ���@Щ���ϼ����ų�������
һ�����ӊA�߳�Ҋ���Ϸ����������
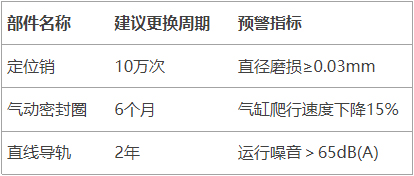
1.��λ����ʧЧ
���ϬF(xi��n)��
�����b���ߴ�ƫ�������������
�؏��b�A�rͬһ����λ�ò�һ�¡�
����ԭ��
��λ�N/������ĥ�p��׃�Ρ�
�A�߄��Բ��㌧������ƫ�ơ�
����ë�̻��������ɔ_��λ��
�ų����E��
1.Ŀҕ�z�飺��ǧ�ֳߜy����λԪ���ߴ磬���ȳ�ʼ�OӋ����(sh��)��
2.�坍�S�o��ʹ���~ˢ�����λ�׃ȵĺ������ƾ����û����档
3.���Q������ĥ�p���^0.05mm�Ķ�λ�N���������Q����(y��u)���x��Ӳ�|�Ͻ���|����
4.�ӏ����ԣ���֧�ο�ܱ���̎���Ӽӏ�����������T䓻�����
2.�A�o�������ʧЧ
���ϬF(xi��n)��
�����^���й�����λ�����p���F(xi��n)�e߅��
���/Һ���A�ߊA�o���Ԅ����_��
����ԭ��
�A�o�C��ĥ�p����Aצ�X�yĥƽ����
��·й©��Һ������Ⱦ��
����ƣ�ڌ��Cе�A�Q�؏����½���
�ų����E��
1.�����yԇ��
��ӊA�ߣ��÷���ˮ�z�y��ܽ��^�Ƿ�©�⣬�{��(ji��)�p���y��0.40.6MPa��
Һ���A�ߣ��z�����ܷ�Ȧ�Ƿ��ϻ�����Һ�s�|�������趨���^�V����
2.�C���ޏͣ�
�Aצ���漤���۸���ĥͿ�ӣ��ɱ��^�Q�½���60%����
���Q���ѵĵ��Ώ��ɣ�ע��ƥ�䄂��ϵ��(sh��)����
3.��׃�Ό��A�߹��ܮ���
���ϬF(xi��n)��
�L�r�g���Ӻ�A�߱��w������
��λԪ���ܟ���Û���l(f��)����Ư�ơ�
����ԭ��
�A�߲����͟��Բ��㣨����̼ͨ���300��������׃�Σ���
δ�OӋɢ��Y������sϵ�y(t��ng)���ϡ�
�ų����E��
1.�����������ߜ^(q��)����Q���͟�䓣���310S���P䓣��͜ؿ��_1000�棩��
2.����ɢ�
���bˮ��ܵ����������h��5L/min����
�����~��ɢ����Ƭ�ڸߟ�^(q��)��
3.��ˇ��(y��u)���������gЪ���ӻͺ���������p�ٟ�ݔ�롣
4.�\�Ӳ�������
���ϬF(xi��n)��
��܉�Ƅ���������Ӱ푙C���˺���·����
������U�\�Ӳ�형���
����ԭ��
������м���댧��ۡ�
����֬�ɺԻ���Ⱦ��
ֱ���S���P�g��
�ų����E��
1.����坍��
��ú�ͽ���܉��ʹ�ßo�m�����á�
���s�՚ⴵ�ߚ��Ԫ���Ȳ���������0.3MPa����
2.����������
���øߜ�䇻�����֬���m��20��~150�棩��
�O���Ԅ�ע���b�ã�ÿ8С�r�a��0.2mL��֬��
3.���m���M�����b��sʽ���o�֣�IP54�ȼ����ϣ���
����ϵ�y(t��ng)�Թ����\������
�����F(xi��n)�ͺ����ϕr�����h�����������Ų飺
1.�F(xi��n)��ӛ䛣��Ĕz���ϕr�Ĺ�����B(t��i)���A��λ�ü����p�|����
2.�����ݣ�
�z��������Q�ĊA�߲����Ƿ�ƥ�䡣
�������Ӆ���(sh��)׃��ӛ䛣����������20%���܌���׃�μӄ�����
3.��ģ�K�yԇ��
�Ϊ��\�К��ϵ�y(t��ng)���^�쉺����(w��n)���ԡ�
ж�d�������քӲ����A�ߣ��z���\�����ɶȡ�
4.��(sh��)��(j��)���ȣ�����ǰ�A�߾����cCMK���O������ָ��(sh��)������ֵ���ȣ���CMK<1.33����ޡ�
�����A���ԾS�o����
�������ʵ��Ĵ��P�I��ʩ��
1.�ճ��c�z��
ÿ���_��ǰ�M��5��犿��ٙz�飺
�A�o���yԇ��ʹ�Ô�(sh��)�@������Ӌ����
��Դ��(li��n)����ˮ������ˮ���M���ף���
2.�����Ա��B(y��ng)��
ÿ�ܣ�У�ʶ�λ���ȣ������ۙ�x�������˜y������
ÿ���ȣ����QҺ���͞Vо����ϴ��sˮ�䡣
3.�דp����ι�����
4.���ܻ����죺
���bIoT�������O(ji��n)�y��ӡ��ضȵȅ���(sh��)�����F(xi��n)�A�y�ԾS�o��
����AR�o���S��ϵ�y(t��ng)��ָ�����g�ˆT���ٸ��Q������
�ġ������;S�ޛQ��ָ��
����(j��)���χ��س̶Ⱥͳɱ��u�������h��ȡ���²��ԣ�
�����S�ޣ�Ӱ푰�ȫ�������������Ć��}���綨λʧЧ����
����̎�����p���ܽ������ɶ���Ҏ(gu��)�ܵĹ��ϣ�����c������������
��U���Q���S�ɱ����^�A��60%���g�������r��
���Y��
���ӊA���mȻ�Թ����ã�����ʹ���^����Ҳ���ܕ��������N���ϡ�ͨ�^�˽��@Щ��Ҋ���ϼ����ų��������҂����Ը��õؾS�o��ʹ�ú��ӊA�ߣ��Ķ���ߺ����|������Ч�ʡ�ӛס�����ڙz��;S�o���A�����ϵ��P�I�����ӊA�߹��ϵ��ų���Y�ϙCе��늚⡢���ϵȶ��W��֪�R��ͨ�^�����˜ʻ��S�o���̣���TPMȫ�T���a�S�o�����Ɍ������ʽ���40%���ϡ����ڸ߃rֵ�Ԅӻ��a�������h�c�A�߹����̺�ӆ��ȷ��Յf(xi��)�h���@�ÿ���푑����g֧�֡�
|


